- Model: VK-MFC
- Objem náplně: 1-150ml
- Výkon: 30-50 lahví/min
- Přesnost plnění: méně než ±1%
- Napájení: 220V/50Hz (přizpůsobeno dle požadavků zákazníka)
- Míra omezení: více než 99 %
- Rychlost zastavení: více než 99 %
- Míra označování: více než 99 %
- Přívod vzduchu: 1,3 m3/h 0,4-0,8Mpa
- Výkon: 2,0 kw
- Hmotnost: 650 kg
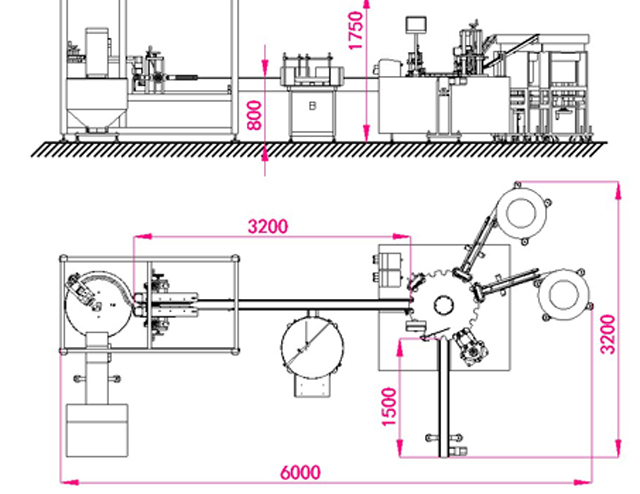
- Rozměr: 6000*3200*1750mm
Přehled produktů pro uzavírací linku na plnění malých lahví
Stroj na plnění malých dávek kapaliny VK-MFC, vhodný pro aplikace 5-100 ml kapalinového plnění a těsnění ve farmaceutickém průmyslu, má rozumnou strukturu, vysoce přesný indexovací stůl pro plnění, uzavírání, lisování uzávěrů, přesné plnění peristaltického čerpadla; Stroj je řízen PLC s výhodou snadné obsluhy a údržby. Existuje systém pro fungování jako žádné plnění bez podávání lahví, žádné ucpávání bez snímání lahví, žádné uzavírání bez zátek. Plnicí linka, vyrobená z nerezové oceli jako pracovní plošina, je v souladu se standardem GMP. Stroj řízený pneumatickým a elektrickým duálním systémem ve stroji využívá mechanickou převodovku, která může přenášet výkon při stabilní a nižší spotřebě energie plus přesné polohovací funkce. Plnicí linka se používá zejména v sériové výrobě.
Aplikace plnicí linky:

Hlavní technický parametr linky etiketování uzávěrů náplní:
Model: VK-MFC
Objem náplně: 1-150ml
Výkon: 30-50 lahví/min
Přesnost plnění: méně než ±1%
Napájení: 220V/50Hz (přizpůsobeno dle požadavků zákazníka)
Míra omezení: více než 99 %
Rychlost zastavení: více než 99 %
Míra označování: více než 99 %
Přívod vzduchu: 1,3 m3/h 0,4-0,8Mpa
Výkon: 2,0 kw
Hmotnost: 650 kg
Rozměr: 6000*3200*1750mm
Základní konfigurace Plnicí linky
| Číslo | Položka | Značka |
| 1 | PLC | MITSUBISHI (Japonsko) |
| 2 | Válec | AirTAC (Tchaj-wan) |
| 3 | Peristaltické čerpadlo | Čína |
| 4 | Lišta dopravního pásu | Čína |
| 5 | Redukční box | Zhongda (Tchaj-wan) |
| 6 | Dotyková obrazovka | WEINVIEW (Tchaj-wan) |
| 7 | Elektromagnetické | SHAKO (Tchaj-wan) |
| 8 | fotoelektrický | Autonics (Korea) |
| 9 | Náhlé zastavení | Schneider (francouzsky) |
| 10 | Kontaktní materiály | 316LS nerez |
| 11 | Relé | OMRON (Japonsko) |
| 12 | AC stykač | Schneider (francouzsky) |
| 13 | Přepínač | Schneider (francouzsky) |
| 14 | Střídač | DELTA (Tchaj-wan) |
| 15 | Motor | Šanghaj Maily |
Náhradní díly pro plnění monobloku
| Číslo | Položka | Množství |
| 1 | Štětec | 1ks |
| 2 | Silastická tyč pro krmení | 2ks |
| 3 | Silastická tyč pro výstup | 2 sady |
| 4 | Solenoidový ventil | 1ks |
| 5 | Plyn | 2ks |
| 6 | Skleněný ventil | 2ks |
| 7 | Motorový řemen | 1ks |
| 8 | Synchronizační pás | 1ks |
| 9 | Lamela pásu 82,6 mm | 5 sad |
| 10 | Otevřený klíč | 1 sada |
| 11 | Šestihranný klíč | 1 sada |
| 12 | Drážkovaný šroubovák | 1 sada |
| 13 | Plus šroubovák | 1 sada |
| 14 | Klíč | 1 sada |
Hlavní části a princip fungování


Systém dekódování lahví
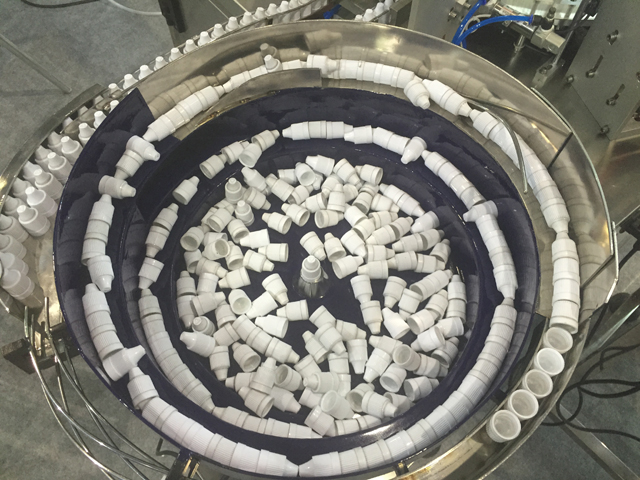

Uzávěry lahví a vnitřní vibrátor zátka
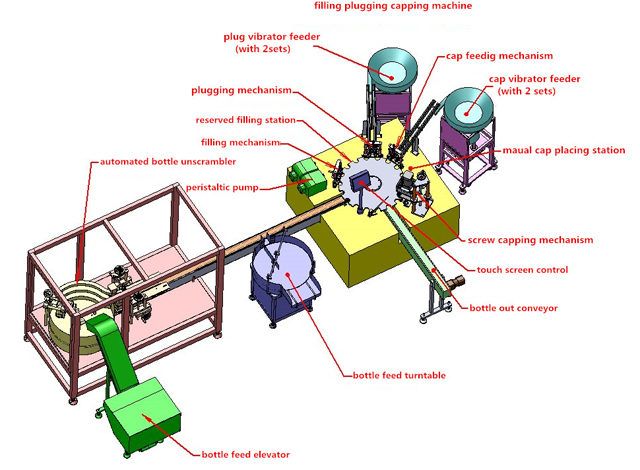
1. Stroj se skládá z takových částí, jako je dopravní pás, náčrt stroje, vibrátor na láhve a uzávěry, peristaltické čerpadlo atd.
2. Připravte si dostatek lahví, zátky, uzávěry a tekutiny. Zátky a uzávěry musí plně zaplnit vibrační dráhy a na pracovních stanicích pro uzávěry a uzávěry. Lahve mají být dodávány dopravníkovým pásem k indexovacímu ostruhovému kolu, poté budou lahve přerušovaně dodávány indexovacím ostruhovým kolem do polohy plnění, uzávěru a uzávěru.
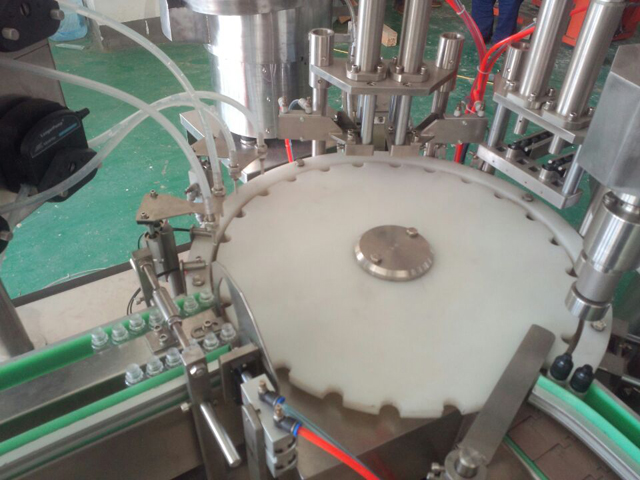
3. Kapalina má být nasávána peristaltickým čerpadlem a následně dodávána silikonovými hadičkami. Nakonec se kapalina naplní do lahví jehlovou hadičkou, která se automaticky pohybuje nahoru a dolů. Pro každý pohyb jehelních trubiček nahoru a dolů se provedou dva cykly plnění. Plnění je ukončeno cyklickým zasouváním plnících trysek do lahví. S fotoelektrickým okem nedetekujícím láhve, pokud na pracovní stanici nejsou žádné láhve, peristaltické čerpadlo zastaví práci, protože nelze detekovat žádné láhve.
4. Zátková vibrační mísa dodává zátky do stanice pro vkládání zátky, mezitím jsou naplněné láhve přerušovaně přemisťovány indexovacím ostruhovým kolem do polohy pod zátkovou stanicí.

5. Potom válec pohání zavaděč zátky, aby se ponořil dolů a zatlačil zátky do lahví. Lahve vložené zátkou budou pomocí indexovacího hvězdicového kola přemístěny do stanic pro skládání a uzavírání uzávěrů
6. Krycí hlava se otáčí a pohybuje nahoru a dolů jako celek. Když se láhve pod ní zastaví, dolů směřující uzavírací hlava sevře uzávěry a dokončí uzávěr. S fotoelektrickým okem detekujícím zástrčku, jakmile na stanici nejsou žádné láhve nebo je tam láhev, ale žádné víčko, pak se mechanismus pro lisování víčka přestane pohybovat, protože nelze detekovat žádné vnitřní zátky. Tímto způsobem se lze vyhnout tomu, aby byl hotový výrobek bez vnitřních zátek. Omezení je dosaženo hlavně otáčením nahoru a dolů. Uzavřené lahve jsou doručeny na konec stroje a další cyklus je připraven.
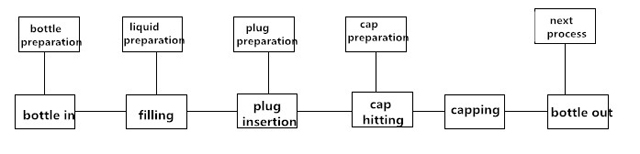
7. Pracovní proces stroje
Údržba
1. Pro prodloužení stroje a optimalizaci funkce stroje je nutné stroj kontrolovat a udržovat; Pracovní stroj by měl být udržován každé tři měsíce; Ložisková a ozubená převodová část musí být mazána mazivem; Mazání musí být prováděno pravidelně; Olej pro kluznou dráhu (N68) by měl být přidáván do součásti jako pohyb vratného mechanismu nebo zvedání dvakrát denně; Automobilový olej (N68) by měl být přidán do rotačních nebo výkyvných částí; Každých půl měsíce přidejte mazivo do drážky vačky; Každý měsíc jednou pro olejovou trysku přidáním maziva;
2. Nikdy nepoužívejte kovové nástroje k úderům nebo škrábání povrchu, kde je lepení slepeno na součástech, jako jsou součásti nebo forma.
3. Pokud se stroj na delší dobu zastaví, přidejte mazivo pro mazání součástí, jako je převodovka nebo ložisková část; Stroj také ošetřete voděodolnou ochranou.
4. Na stroj nikdy nepokládejte žádné předměty, aby nedošlo k poškození stroje.
5. Pravidelně čistěte prach uvnitř součástí a také kontrolujte všechny šrouby a opravte všechny uvolněné šrouby.
6. V určitou dobu zkontrolujte šrouby ve svorkách pro zapojení a ujistěte se, že je šroub upevněn;
7. Zkontrolujte, zda v natažené dráze vedení od elektrických skříní není nějaká uvolněná stanice; Je-li díl příliš volný, šroub znovu zajistěte, aby nedošlo k oděru nebo poškození izolační vrstvy, které může způsobit elektrický únik;
8. Zkontrolujte snadno opotřebitelné špunty a poškozené včas vyměňte;
Balení a doprava
Nikdy nepokládejte stroj vodorovně nebo svisle dolů; Demontujte nohu stroje a upevněte celý stroj se dnem přepravky. Stroj by měl zůstat v bedně, aniž by se během přepravy uvolnil z bedny nebo třepací stanice;
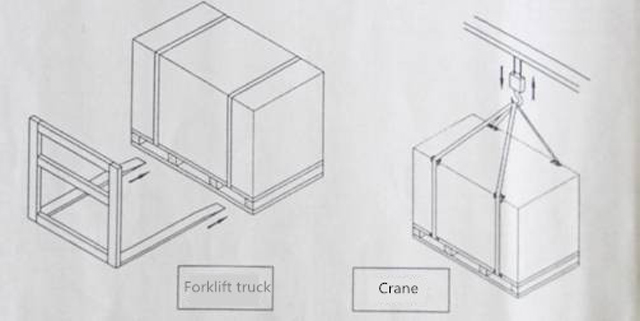
Balení stroje by mělo být neutrální; Při přemisťování stroje použijte vysokozdvižný vozík nebo jeřáb a pohybujte strojem zespodu stabilním pohybem; Všimněte si ilustrace na obrázku, jak je uvedeno níže; při zvedání a kývání stroje by se jeřáb neměl dostat do kontaktu se strojem. Upevněte stroj pomocí 4 ks šroubů M16X200 a poté spojte jeřáby a šrouby pro zvedání a kývání strojů. Mezitím ztlumte ochranné předměty pod strojem. V případě potřeby použijte vzpěru pro stabilní zvedání (viz obrázek níže)
Před vybalením přepravky zkontrolujte, zda na přepravce není nějaké poškození; Pokud dojde na bedně k jakémukoli poškození, neotevírejte ji a okamžitě kontaktujte přepravní společnost; Otevřete bednu pod dohledem pracovníků přepravy a zaznamenejte proces;
Pokud jde o bezpečnost, vzdálenost od země pro vysokozdvižný vozík by měla být udržována pod 1 m; Při použití jeřábu by měla být vzdálenost dodržena od 2 metrů do 2,5 metrů.
Může se vám líbit
 Lineární kulaté skleněné plastové lahve Etiketovací stroj za studena Paste Mokré lepidlo
Lineární kulaté skleněné plastové lahve Etiketovací stroj za studena Paste Mokré lepidlo- Automatický oboustranný plochý kulatý balicí stroj na etiketování
- Hustá omáčka rajče smetanové skleněné nádoby lahve plnění vakuové uzavírací linky
- Poloautomatický plnicí stroj na míchání pepřové omáčky se dvěma tryskami
- Automatická etiketovací linka pro plnění pesticidů a kapalných hnojiv
- Dvouhlavé servo kelímky na kosmetický krém se šroubovým uzávěrem
- Automatický vakuový stroj na utěsnění plechovek na sušené mléko s dusíkem
- Poloautomatický stroj na plnění tekutého šamponu s horizontálním pístem
- Poloautomatické zařízení pro ultrazvukové svařování plastových trubek a těsnění
- Poloautomatický stroj na označování hasicích přístrojů